Extrusioun ass e Prozess, duerch deen Aluminiumbiller duerch e Stierwen gezwongen sinn, wat zu engem gewënschten Querschnëtt resultéiert, Den Aluminiumextrusiounsprozess formt Aluminium andeems en et erhëtzt an et mat engem hydraulesche Ram duerch eng geformt Ouverture an engem Stierf forcéiert.Extrudéiert Material entsteet als e laangt Stéck mam selwechte Profil wéi d'Stäröffnung.Eemol extrudéiert, muss de waarme Aluminiumprofil geläscht, gekillt, riicht a geschnidden ginn.

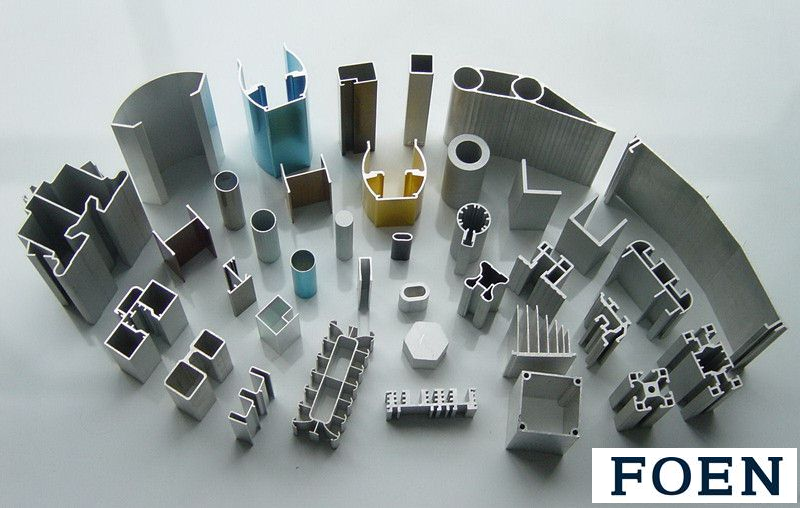
Den Extrusiounsprozess kann vergläicht ginn mat Zahnpasta aus engem Rouer ze pressen.De kontinuéierleche Stroum vun der Zahnpasta hëlt d'Form vum ronnen Tipp, sou wéi eng Aluminiumextrusioun d'Form vum Stierf hëlt.Andeems Dir den Tipp oder Stierwen ännert, kënne verschidde Extrusiounsprofile geformt ginn.Wann Dir d'Ouverture vun der Zahnpasta-Tube flaach géift, géif e flaach Band vun Zahnpasta erauskommen.Mat der Hëllef vun enger staarker hydraulescher Press, déi vun 100 Tonnen bis 15.000 Tonnen Drock ausübe kann, kann Aluminium an ongeféier all virstellbar Form extrudéiert ginn. Designer mat onbegrenzten Designméiglechkeeten.
Et ginn zwou Extrusiounsmethoden - direkt an indirekt - an de Prozess follegt allgemeng dës Schrëtt:
E Stierf gëtt aus dem Querschnitt vun der Form gegoss déi Dir wëllt kreéieren.
Aluminiumbiller ginn an engem Ofen op ongeféier 750 bis 925ºF erhëtzt, de Punkt wou Aluminium e mëlle Fest gëtt.
Eemol op der gewënschter Temperatur, Schmier oder Schmierstoff gëtt op d'Billet a Ram applizéiert fir datt d'Deeler net zesummenhänken, an de Billet gëtt an e Stahlextrusiounspressbehälter transferéiert.
De Ram setzt Drock op d'Billet, dréckt et duerch de Container an duerch de Stierwen.Dat mëllt awer zolidd Metal gëtt duerch d'Ouverture am Stierf gedréckt a geet aus der Press eraus.
En anere Billet gëtt gelueden a geschweest op dee virdrun, an de Prozess geet weider.Komplex Forme kënnen aus der Extrusiounspress esou lues wéi ee Fouss pro Minutt erauskommen.Méi einfach Forme kënnen esou séier wéi 200 Féiss pro Minutt entstoen.
Wann de geformte Profil déi gewënscht Längt erreecht, gëtt se ofgeschnidden an op e Kühldësch transferéiert, wou et séier mat Loft, Waassersprayer, Waasserbäder oder Niwwel ofgekillt gëtt.
Nodeems d'Aluminium-Extrusioun ofgekillt ass, gëtt et op eng Stretcher geplënnert, wou se riicht an aarbecht gehärt gëtt fir seng Härtheet a Kraaft ze verbesseren an intern Spannungen ze befreien.
Op dëser Etapp ginn d'Extrusioune mat enger Séi op déi gewënscht Längt geschnidden.
Eemol geschnidden, kënnen déi extrudéiert Deeler bei Raumtemperatur gekillt ginn oder an alternd Uewen geplënnert ginn, wou d'Hëtztbehandlung den Alterungsprozess an engem kontrolléierten Temperaturëmfeld beschleunegt.
No adäquate alternd, extrusions Profiler kann fäerdeg ginn (gemoolt oder anodized), fabrizéiert (geschnidden, machinéiert, gebéit, geschweißt, montéiert), oder virbereet fir Liwwerung wéi dem Client ass.
Den Aluminiumextrusiounsprozess verbessert tatsächlech d'Eegeschafte vum Metall a resultéiert an engem Endprodukt dat méi staark a méi elastesch ass wéi virdrun.Et entsteet och eng dënn Schicht vun Aluminiumoxid op der Uewerfläch vum Metall, wat et e Wiederbeständeg an en attraktiven natierleche Finish gëtt, deen keng weider Behandlung erfuerdert, ausser wann en anere Finish gewënscht ass.
FOEN Aluminium Extrusion ass de weltgréisste Produzent vun extrudéierten Aluminiumprofiler.Mir kënnen déi schwieregste Ufuerderunge vu Standardprofile bis komplexe Multi-Deel Aluminiumextrusiounen an Standard- a propriétaire Aluminiumlegierungen mat Dimensiounsgenauegkeet a super Uewerflächqualitéit erfëllen.

Eist nationalt Netzwierk vu Produktiouns- a Versuergungsanlagen erlaabt eis all Formen, Gréissten, Legierungen an Temperamenten ze produzéieren.FOEN bitt komplett Léisunge fir extrudéiert Aluminiumprodukter erfuerderlech vum Automotive, Massentransit, Bréckdeck, a Solar / erneierbar Energieindustrie, souwéi gréng Uwendungen fir de Bau- a Baumaart.
Post Zäit: Apr-24-2022